- A+
6.7.5 高德拉特的TOC制约理论
内容提要:TOC制约理论是总结流水线生产和丰田生产方式而创立的生产理论,它通过时间缓冲代替流水线的空间缓冲和丰田生产方式的库存缓冲,来达到保证系统产出速度的目标。TOC制约理论指出了瓶颈的产出速度决定系统的产出速度,通过聚焦五步骤来改善瓶颈的产出速度,从而增加了系统的产出速度。
TOC提供一套基于系统方式的整体流程与规则,去挖掘复杂系统固有的简单性,通过聚焦于少数"实体的"和"逻辑的""杠杆点",使系统各部分同步运行,从而达到系统整体绩效持续改善的理论。
从广义动量定理Fαt=MV的角度说,作用点的选择不同产生的效果不同,作用点越关键,产生的成果越大。从系统的角度说,系统的产出取决于系统的限制因素,也就是瓶颈,所以瓶颈是系统的关键作用点。将力量作用于关键作用点,可以产生最大的成果MV。
TOC制约理论有聚焦五步骤,用来聚焦瓶颈,提升系统产出能力(如图6-131所示)。

图6-131 TOC聚焦五步骤
TOC的聚焦五步骤:
第一步:找出瓶颈;
第二步:挖尽瓶颈;
第三步:迁就瓶颈;
第四步:打破瓶颈;
第五步:回头找瓶颈,避免惰性。
高德拉特后来又将TOC制约理论从生产领域扩展到了项目管理和配销领域等,"瓶颈"也被概括性更广泛的"约束"所代替,聚焦五步骤中的"瓶颈"也都更新为"约束"。
TOC制约理论可以通过直接表达法来理解(如图6-132所示)。
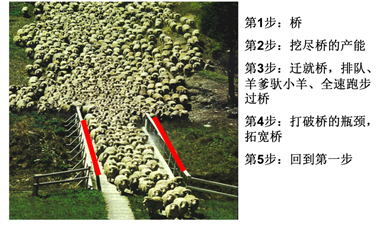
图6-132 TOC的直接表达法
如何通过广义动量定理和系统思考来分析TOC的聚焦五步骤呢?广义动量定理用来分析如何产生和增加成果,系统思考用来分析各种因素的相互影响。这两种方法改如何使用呢(如图6-133所示)?
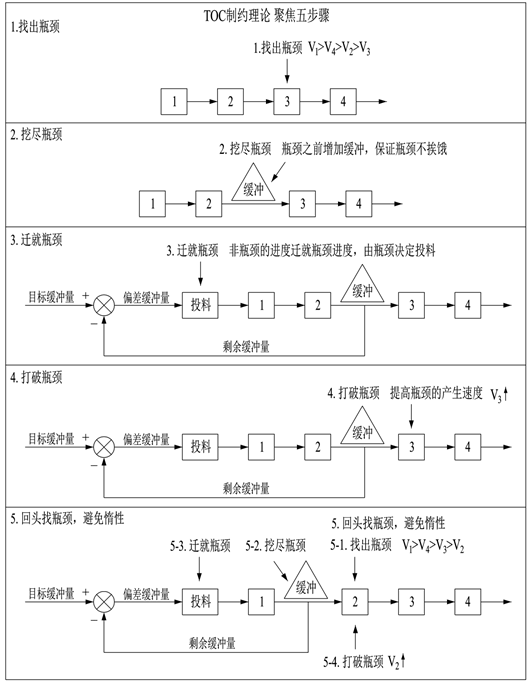
图6-133 TOC聚焦五步骤系统图
生产型企业的主要目标是提高产出速度V,也就是广义动量定理Fαt=nmV中的V,提高V就能提高成果nmV。由于生产型企业的产品是标准化的产品,产品的质量m是保持既定不变的,而数量n则是顾客需要的数量,也是确定的,而要想增加成果nmV,只能增加产出速度V(如图6-134所示)。

图6-134 TOC制约理论的主要目标
第一步:找出瓶颈
瓶颈是生产速度最慢的工序,找到速度最慢的工序也就找到了瓶颈。也可以通过现象发现瓶颈最慢的工序,如待加工在制品最多的工序,被催货最多的工序,加班最严重的工序。下列流程中,工序1的速度大于工序4的速度,工序4的速度大于工序2的速度,工序2的速度大于工序3的速度,所以工序3就是这个系统的瓶颈(如图6-135所示)。

图6-135 TOC步骤1找到瓶颈
第二步:挖尽瓶颈
瓶颈的产出速度决定了系统的产出速度,所以要尽可能的保证瓶颈工序的产能,为了防止瓶颈工序挨饿,没有材料可以加工而降低瓶颈的产出速度,所以在瓶颈之前增加时间缓冲,时间缓冲就是瓶颈待加工的原料需要的时间。如瓶颈的生产的速度时5个/小时,那么4小时的时间缓冲就是瓶颈前有20个待加工的原料。要充分利用瓶颈的时间,减少瓶颈时间的损失,因为瓶颈损失1小时就等于整个系统损失1小时。如减少瓶颈换模的次数和时间,增加批量的大小;瓶颈前设立质检,确保100%的良品入线;在瓶颈生产完的产品流到后边的工序,要保证这些产品的良品率,以防止浪费瓶颈时间的要求,提高系统的有效产出(如图6-136所示)。

图6-136 TOC步骤2挖尽瓶颈
第三步:迁就瓶颈
非瓶颈工序要迁就瓶颈工序,非瓶颈工序的生产排程由瓶颈的速度决定。通过检测瓶颈前剩余缓冲量的大小,将其反馈与目标缓冲量进行比较,通过偏差量来控制投料的速度,从而保证实际缓冲量和目标缓冲量相等。瓶颈的产出速度是5个每小时,如果目标缓冲量设置为4小时,那么投料的平均速度应该和瓶颈的生产速度相等,保证瓶颈前的实际缓冲始终是4个小时(如图6-137所示)。
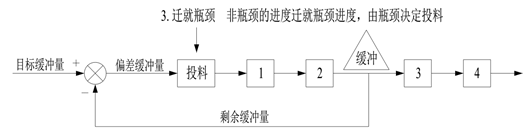
图6-137 TOC步骤3迁就瓶颈
第四步:打破瓶颈
由于瓶颈的产出速度决定了系统的产出速度,那么提高瓶颈的产出速度就会提高系统的产出速度。系统的产出速度由新的瓶颈速度决定。比如增加工作人员或者设备提高瓶颈的产出速度;寻求新的工艺,减少瓶颈生产零件所需加工时间;甚至可以采取不同的方法,跳过瓶颈(如图6-138所示)。
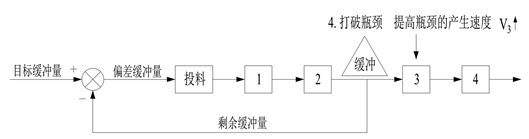
图6-138 TOC步骤4打破瓶颈
第五步:回头找瓶颈,避免惰性
回头找瓶颈,避免惰性是第一步开始重新优化整个生产流程,不断的增加系统的产出速度,从而增加系统的有效产出。这一点和精益生产的"尽善尽美"相同。当工序3的这个瓶颈被打破后,工序3的产出速度增加,工序3的速度大于工序2的速度,此时工序2变成了系统的瓶颈,系统的产出速度从原工序3的速度上升到现在工序2的速度,整个系统的产出速度增加。然后就是循环不断的执行步骤1到步骤5,不断的提高整个系统的产出速度(如图6-139所示)。
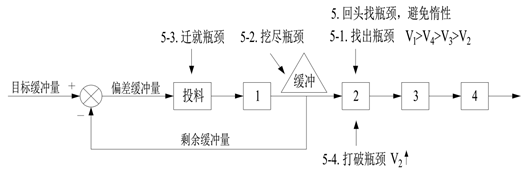
图6-139 TOC步骤5回头找瓶颈
如果墨菲效应发生在瓶颈前工序、瓶颈工序和瓶颈后工序会对系统产生什么影响呢?
当墨菲效应发生在瓶颈前的工序,此道工序不能正常生产,只要此道工序工序的停止的时间小于缓冲时间,那么系统产出不受影响。因为系统的产出速度由瓶颈的速度决定,只要瓶颈前工序停止的时间小于缓冲时间,瓶颈工序一直没有停止生产,那么系统的产出速度就没有受到影响。即使非瓶颈到瓶颈工序需要一段时间,一般也不需要考虑从非瓶颈到瓶颈这段时间,因为在非瓶颈停止时,它们之间还有在制品,瓶颈消耗完缓冲和它们之间的在制品,非瓶颈的产出产品已经到达瓶颈前。所以缓冲可以应对瓶颈前的墨菲效应,可以应对的最大时间是缓冲时间。
当墨菲效应发生在瓶颈工序时,整个系统的产出停止,瓶颈损失的时间就是系统损失的时间。
当墨菲效应发生在瓶颈工序之后的工序,系统的产出停止,但是由于非瓶颈工序的产出速度大于瓶颈速度,此道工序恢复正常时,系统的产出速度会增加到此道工序产出速度,直到此非瓶颈供工序和瓶颈工序之间的在制品被消耗完,系统的产出速度降到瓶颈速度。瓶颈后的工序可以应对时间更长的墨菲效应,这和非瓶颈工序和瓶颈工序速度之差正相关。瓶颈工序后最慢的工序决定了瓶颈后所有工序应对墨菲效应的能力(如图6-140所示)。
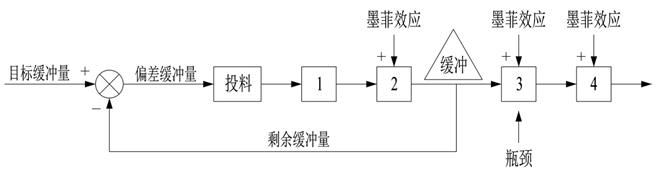
图6-140 TOC对不同环节对墨菲效应的应对