- A+
6.7.6.5 TOC的集批与丰田生产方式的一件流
客户需求决定生产总数大小以及换模的次数。
假设一瓶颈设备是生产A产品和B产品中的一道工序。设A产品的需求总数为a,B产品的需求总数为b,生产A产品时的此道工序用时为c,生产B产品时此道工序的用时为d,且c和d分别为A和B的瓶颈用时。A产品的非瓶颈时间为e,B产品的非瓶颈时间为f。设工序从产品A到B的转换时间为t,A的生产批量为x,转换次数为n,A的转换次数n为2a/x-1(如图6-254所示)。
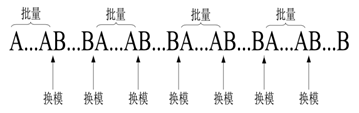
图6-254 换模问题
所以总工序时间y=总数a×瓶颈用时c+转移批量×非瓶颈用时e+总数b×瓶颈用时d+转移批量×非瓶颈用时f+转换时间t×转换次数(2a/x-1)
1)如果转移批量等于生产批量,则工序总用时为

此函数是有一个因变量的函数,对y进行求导,并令其为0。
求得极值点
当生产批量为此极值点时,总工序用时最少。
2)如果转移批量不等于生产批量
通过前边的结论,当转移批量为1时,总工序用时最少,所以,总工序用时y=ac+e+bd+f+t(2a/x-1)。由上式可以看出,当A产品和B产品的总数确定后,生产批量x为a时,转换次数为最少的1次,两种产品的生产总用时最少。
3)生产批量的确定
既然转换次数越少,总的生产用时越少,为什么TPS还要增加转换次数来增加批次而不是批量生产呢?
这是由于客户的需求的决定的。
生产理论的主要目标是追求缩短生产所需时间,当生产完A产品后,通过换模再生产B产品,两种产品的总用时最少,A产品的交货时间最短,但B产品需要等待所有的A产品生产时间与换模时间之和,即B产品的交货期变长。由于TPS是由产品需求种类多,需求量少的环境发展的生产理论,需求量少导致不值得为一件产品专设一条产线;需求种类多导致此产线必须经常换模以应对不同种类的要求。可以将A产品和B产品的购买者看做A产品和B产品的下游工序,如果A产品和B产品的客户不是批量购买的,那么购买批量越少(转移批量),总工序用时越少。由于需求不是批量的,而是按时间先后进行分布的,批量生产完A产品不能马上卖出而导致库存的产生;而B则由于等待时间较长,导致B的客户不能买到产品而损失订单。这就是为什么TPS强调的准确的时间,生产客户需要数量的产品,即战争理论中的精确打击,这时成本最小,利益最大。丰田生产方式通过均衡生产来平衡生产,如果大批量生产A产品,那么B产品的工序均需要等待,而大批量生产B时,A产品的工序也需要等待。大野耐一在《丰田生产方式》中说:"如果后一道工序在时间和数量上都不均衡地索取零部件,前一道工序就必须在人员和设备上都准备好不均衡供应的最大能力。显然,这会提高成本,是一种浪费。彻底杜绝无效劳动和浪费,是丰田生产方式的宗旨。因此,要严格地实行生产的'均衡化',消除生产上的波动。这样做的结果是:要使批量减小,同时产品不大量流动。"
由于客户的需求是单件的,所以生产也是单件的。大野耐一在《丰田生产方式》的小批量和快速调整中写道:"福特生产方式的想法是集中生产同一工件,而丰田生产方式的做法是'因为最后在市场上的每一个顾客都要买一辆与别人不同的汽车,所以在生产方面也要一辆一辆地制造,在生产零部件的阶段也要一件一件地生产,也就是贯彻了一件一件地同步生产'的精神"。批量越小,转换次数越多,换模时间的影响就越大,所以TPS必须解决缩短换模时间,否则它的产出将大幅下降。批量的大小是由客户的需求和生产的实际情况等因素决定的,丰田生产也不是强调绝对的单件流,因为如果客户的需求并没有很急切,减少换模次数可以增加产出。
诺贝尔经济学奖获得者赫尔伯特·西蒙在《一般经济理论》中对于企业生产也有相当深刻的论述。工厂如何应对订单上的波动呢?西蒙给出了三种方法,1)通过和订单波动完全一致的雇佣和解雇来调整雇佣劳动力规模;2)通过不变雇佣劳动力的加班和"闲置"来与订单一致的调整生产速度;3)维持不变的雇佣劳动力和不变的生产速度,允许存货和延迟订单交货。第三种方法就是提前生产和延后生产来平衡订单波动。西蒙通过为每一种方式建立一个二次型(抛物线)的函数,最终构成一个由三个向上的抛物线相加组成的成本函数,通过求得此函数的最小值而得到如何分配使用三种方法。即使西蒙建立的函数完全正确,他得到的解是最优解吗?作者的回答:不是。西蒙的给出的解决方案是建立在批量订单,批量生产和批量交货的基础上的。除了西蒙给出的三种方法,还有第四种方法来平衡订单的波动,TPS、精益和TOC都给出了解决方案,就是减小批量从而增加产出速度。这包括订单从大批量减为小批量,甚至单件;生产从集批改为切批甚至单件流生产,交货从大批量减为小批量。这样可以有效的平衡订单的波动。比如客户每天能卖出100件的A产品,但是客户是按月来下订单的,即下了一个3000件A产品的订单。交货期要求为30天,否则罚款。而企业每天只能生产90件,一个月最多能生产2700件。那么按照西蒙的方法,要么多雇佣一些人来生产超企业可以从产出的那300件,这需要增加雇佣成本;要么通过员工加班来生产这300件,这需要增加加班费;要么通过提前生产300件或者延后4天交货来解决,提前生产会产生库存,库存是负债,延后交货要受到罚款。从广义动量定理Fαt=nmV的角度说,西蒙的三种方法是基于力量F和时间t的。第一种是增加人力F,不增加总的工作天数t,可以比以前增加产出,从而满足订单的波动。第二种是增加每一天的工作时间t,不增加人力F和总的天数,也可以增加产出而满足订单的波动。第三种是不增加人力F和每天工作的时间t,增加总的天数t来满足订单的波动,总工作时间t=每天工作时间×工作天数。除了西蒙提出的基于力量F和时间t的三种方法,从广义动量定理Fαt=nmV的角度说,改变方法α也可以增加产出,从而满足订单的波动。无论是精益生产的价值流梳理还是TOC制约理论,将一条产线提升20%的产生能力很正常,这样就可以在不增加人力F和工作时间t的情况下增加产出,增加的成本是使用这两种方法的成本。精益生产和TOC制约理论不仅优化内部的生产流程,也会优化外部流程。比如一次性交货3000件对生产企业和客户都是一个很大的波动,都需要很大的库存和成本来安放和管理这些货物,库存是负债。并且市场变化多端,预留越多的库存,未来不能完全卖出去的可能性越大,资金的占用也就越多。TPS、精益生产和TOC制约理论会和客户商量缩短供货期和每次的供货数量来均衡需求,比如每天供货100件,这样客户从订单到卖出去的60天(30天生产+30天销售)缩短为31天,即今天生产完后货物送到客户处进行销售,第二天就能将今天生产的货物卖出,那么客户只需要比生产时间多一天就能把所有货物卖完。